 |
| May 04, 2021 | Volume 17 Issue 17 |
Mechanical News & Products

Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
hyperMILL 2024 CAD/CAM software suite
 OPEN MIND Technologies has introduced its latest hyperMILL 2024 CAD/CAM software suite, which includes a range of powerful enhancements to its core toolpath capabilities, as well as new functionality for increased NC programming efficiency in applications ranging from 2.5D machining to 5-axis milling. New and enhanced capabilities include: Optimized Deep Hole Drilling, a new algorithm for 3- and 5-axis Rest Machining, an enhanced path layout for the 3D Plane Machining cycle, better error detection, and much more.
OPEN MIND Technologies has introduced its latest hyperMILL 2024 CAD/CAM software suite, which includes a range of powerful enhancements to its core toolpath capabilities, as well as new functionality for increased NC programming efficiency in applications ranging from 2.5D machining to 5-axis milling. New and enhanced capabilities include: Optimized Deep Hole Drilling, a new algorithm for 3- and 5-axis Rest Machining, an enhanced path layout for the 3D Plane Machining cycle, better error detection, and much more.
Learn more.
One-part epoxy changes from red to clear under UV
 Master Bond UV15RCL is a low-viscosity, cationic-type UV-curing system with a special color-changing feature. The red material changes to clear once exposed to UV light, indicating that there is UV light access across the adhesive material. Although this change in color from red to clear does not indicate a full cure, it does confirm that the UV light has reached the polymer. This epoxy is an excellent electrical insulator. UV15RCL adheres well to metals, glass, ceramics, and many plastics, including acrylics and polycarbonates.
Master Bond UV15RCL is a low-viscosity, cationic-type UV-curing system with a special color-changing feature. The red material changes to clear once exposed to UV light, indicating that there is UV light access across the adhesive material. Although this change in color from red to clear does not indicate a full cure, it does confirm that the UV light has reached the polymer. This epoxy is an excellent electrical insulator. UV15RCL adheres well to metals, glass, ceramics, and many plastics, including acrylics and polycarbonates.
Learn more.
SPIROL Press-N-Lok™ Pin for plastic housings
 The Press-N-Lok™ Pin was designed to permanently retain two plastic components to each other. As the pin is inserted, the plastic backfills into the area around the two opposing barbs, resulting in maximum retention. Assembly time is quicker, and it requires lower assembly equipment costs compared to screws and adhesives -- just Press-N-Lok™!
The Press-N-Lok™ Pin was designed to permanently retain two plastic components to each other. As the pin is inserted, the plastic backfills into the area around the two opposing barbs, resulting in maximum retention. Assembly time is quicker, and it requires lower assembly equipment costs compared to screws and adhesives -- just Press-N-Lok™!
Learn more about the new Press-N-Lok™ Pin.
Why hybrid bearings are becoming the new industry standard
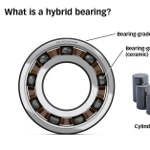 A combination of steel outer and inner rings with ceramic balls or rollers is giving hybrid bearings unique properties, making them suitable for use in a wide range of modern applications. SKF hybrid bearings make use of silicon nitride (twice as hard as bearing steel) rolling elements and are available as ball bearings, cylindrical roller bearings, and in custom designs. From electric erosion prevention to friction reduction and extended maintenance intervals, learn all about next-gen hybrid bearings.
A combination of steel outer and inner rings with ceramic balls or rollers is giving hybrid bearings unique properties, making them suitable for use in a wide range of modern applications. SKF hybrid bearings make use of silicon nitride (twice as hard as bearing steel) rolling elements and are available as ball bearings, cylindrical roller bearings, and in custom designs. From electric erosion prevention to friction reduction and extended maintenance intervals, learn all about next-gen hybrid bearings.
Read the SKF technical article.
3M and Ansys train engineers on simulating adhesives
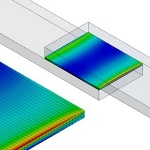 Ansys and 3M have created an advanced simulation training program enabling engineers to enhance the design and sustainability of their products when using tapes and adhesives as part of the design. Simulation enables engineers to validate engineering decisions when analyzing advanced polymeric materials -- especially when bonding components made of different materials. Understand the behavior of adhesives under real-world conditions for accurate modeling and design.
Ansys and 3M have created an advanced simulation training program enabling engineers to enhance the design and sustainability of their products when using tapes and adhesives as part of the design. Simulation enables engineers to validate engineering decisions when analyzing advanced polymeric materials -- especially when bonding components made of different materials. Understand the behavior of adhesives under real-world conditions for accurate modeling and design.
Read this informative Ansys blog.
New FATH T-slotted rail components in black from AutomationDirect
 Automation-Direct has added a wide assortment of black-colored FATH T-slotted hardware components to match their SureFrame black anodized T-slotted rails, including: cube connectors (2D and 3D) and angle connectors, joining plates of many types, brackets, and pivot joints. Also included are foot consoles, linear bearings in silver and black, cam lever brakes, and L-handle brakes. FATH T-slotted hardware components are easy to install, allow for numerous T-slotted structure configurations, and have a 1-year warranty against defects.
Automation-Direct has added a wide assortment of black-colored FATH T-slotted hardware components to match their SureFrame black anodized T-slotted rails, including: cube connectors (2D and 3D) and angle connectors, joining plates of many types, brackets, and pivot joints. Also included are foot consoles, linear bearings in silver and black, cam lever brakes, and L-handle brakes. FATH T-slotted hardware components are easy to install, allow for numerous T-slotted structure configurations, and have a 1-year warranty against defects.
Learn more.
Weird stuff: Moon dust simulant for 3D printing
 Crafted from a lunar regolith simulant, Basalt Moon Dust Filamet™ (not a typo) available from The Virtual Foundry closely mirrors the makeup of lunar regolith found in mare regions of the Moon. It enables users with standard fused filament fabrication (FFF) 3D printers to print with unparalleled realism. Try out your ideas before you go for that big space contract, or help your kid get an A on that special science project.
Crafted from a lunar regolith simulant, Basalt Moon Dust Filamet™ (not a typo) available from The Virtual Foundry closely mirrors the makeup of lunar regolith found in mare regions of the Moon. It enables users with standard fused filament fabrication (FFF) 3D printers to print with unparalleled realism. Try out your ideas before you go for that big space contract, or help your kid get an A on that special science project.
Learn more.
Break the mold with custom injection molding by Rogan
 With 90 years of industry experience, Rogan Corporation possesses the expertise to deliver custom injection molding solutions that set businesses apart. As a low-cost, high-volume solution, injection molding is the most widely used plastics manufacturing process. Rogan processes include single-shot, two-shot, overmolding, and assembly. Elevate your parts with secondary operations: drilling and tapping, hot stamping, special finishes, punch press, gluing, painting, and more.
With 90 years of industry experience, Rogan Corporation possesses the expertise to deliver custom injection molding solutions that set businesses apart. As a low-cost, high-volume solution, injection molding is the most widely used plastics manufacturing process. Rogan processes include single-shot, two-shot, overmolding, and assembly. Elevate your parts with secondary operations: drilling and tapping, hot stamping, special finishes, punch press, gluing, painting, and more.
Learn more.
World's first current-carrying fastening technology
 PEM® eConnect™ current-carrying pins from Penn-Engineering provide superior electrical connections in applications that demand high performance from internal components, such as automotive electronics. This first-to-market tech provides repeatable, consistent electrical joints and superior installation unmatched by traditional fastening methods. Features include quick and secure automated installation, no hot spots or poor conductivity, and captivation options that include self-clinching and broaching styles.
PEM® eConnect™ current-carrying pins from Penn-Engineering provide superior electrical connections in applications that demand high performance from internal components, such as automotive electronics. This first-to-market tech provides repeatable, consistent electrical joints and superior installation unmatched by traditional fastening methods. Features include quick and secure automated installation, no hot spots or poor conductivity, and captivation options that include self-clinching and broaching styles.
Learn more about eConnect pins.
New interactive digital catalog from EXAIR
 EXAIR's latest catalog offers readers an incredible source of innovative solutions for common industrial problems like conveying, cooling, cleaning, blowoff, drying, coating, and static buildup. This fully digital and interactive version of Catalog 35 is designed for easy browsing and added accessibility. Customers can view, download, print, and save either the full catalog or specific pages and sections. EXAIR products are designed to conserve compressed air and increase personnel safety in the process. Loaded with useful information.
EXAIR's latest catalog offers readers an incredible source of innovative solutions for common industrial problems like conveying, cooling, cleaning, blowoff, drying, coating, and static buildup. This fully digital and interactive version of Catalog 35 is designed for easy browsing and added accessibility. Customers can view, download, print, and save either the full catalog or specific pages and sections. EXAIR products are designed to conserve compressed air and increase personnel safety in the process. Loaded with useful information.
Check out EXAIR's online catalog.
5 cost-saving design tips for CNC machining
 Make sure your parts meet expectations the first time around. Xometry's director of application engineering, Greg Paulsen, presents five expert tips for cutting costs when designing custom CNC machined parts. This video covers corners and radii, designing for deep pockets, thread depths, thin walls, and more. Always excellent info from Paulsen at Xometry.
Make sure your parts meet expectations the first time around. Xometry's director of application engineering, Greg Paulsen, presents five expert tips for cutting costs when designing custom CNC machined parts. This video covers corners and radii, designing for deep pockets, thread depths, thin walls, and more. Always excellent info from Paulsen at Xometry.
View the video.
What can you secure with a retaining ring? 20 examples
 From the watch dial on your wrist to a wind turbine, no application is too small or too big for a Smalley retaining ring to secure. Light to heavy-duty loads? Carbon steel to exotic materials? No problem. See how retaining rings are used in slip clutches, bike locks, hip replacements, and even the Louvre Pyramid.
From the watch dial on your wrist to a wind turbine, no application is too small or too big for a Smalley retaining ring to secure. Light to heavy-duty loads? Carbon steel to exotic materials? No problem. See how retaining rings are used in slip clutches, bike locks, hip replacements, and even the Louvre Pyramid.
See the Smalley design applications.
Load fasteners with integrated RFID
 A crane, rope, or chain may be required when something needs lifting -- plus anchoring points on the load. JW Winco offers a wide range of solutions to fasten the load securely, including: lifting eye bolts and rings (with or without rotation), eye rings with ball bearings, threaded lifting pins, shackles, lifting points for welding, and more. Some, such as the GN 581 Safety Swivel Lifting Eye Bolts, even have integrated RFID tags to clearly identify specific lifting points during wear and safety inspections and manage them digitally and without system interruption.
A crane, rope, or chain may be required when something needs lifting -- plus anchoring points on the load. JW Winco offers a wide range of solutions to fasten the load securely, including: lifting eye bolts and rings (with or without rotation), eye rings with ball bearings, threaded lifting pins, shackles, lifting points for welding, and more. Some, such as the GN 581 Safety Swivel Lifting Eye Bolts, even have integrated RFID tags to clearly identify specific lifting points during wear and safety inspections and manage them digitally and without system interruption.
Learn more.
Couplings solve misalignments more precisely with targeted center designs
 ALS Couplings from Miki Pulley feature a simplistic, three-piece construction and are available in three different types for more precisely handling parallel, angular, or axial misalignment applications. The key feature of this coupling design is its center element. Each of the three models has a center member that has a unique and durable material and shape. Also called a "spider," the center is designed to address and resolve the type of misalignment targeted. Ideal for unidirectional continuous movement or rapid bidirectional motion.
ALS Couplings from Miki Pulley feature a simplistic, three-piece construction and are available in three different types for more precisely handling parallel, angular, or axial misalignment applications. The key feature of this coupling design is its center element. Each of the three models has a center member that has a unique and durable material and shape. Also called a "spider," the center is designed to address and resolve the type of misalignment targeted. Ideal for unidirectional continuous movement or rapid bidirectional motion.
Learn more.
What is 3D-MID? Molded parts with integrated electronics from HARTING
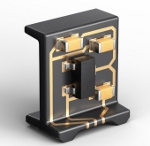 3D-MID (three-dimensional mechatronic integrated devices) technology combines electronic and mechanical functionalities into a single, 3D component. It replaces the traditional printed circuit board and opens up many new opportunities. It takes injection-molded parts and uses laser-direct structuring to etch areas of conductor structures, which are filled with a copper plating process to create very precise electronic circuits. HARTING, the technology's developer, says it's "Like a PCB, but 3D." Tons of possibilities.
3D-MID (three-dimensional mechatronic integrated devices) technology combines electronic and mechanical functionalities into a single, 3D component. It replaces the traditional printed circuit board and opens up many new opportunities. It takes injection-molded parts and uses laser-direct structuring to etch areas of conductor structures, which are filled with a copper plating process to create very precise electronic circuits. HARTING, the technology's developer, says it's "Like a PCB, but 3D." Tons of possibilities.
View the video.
Air Force X-ray vision tool projected to save millions and reduce time for 3D-printed parts qualification -- 'Won't ever reduce the defects to zero,' though
By Mary Pacinda, U.S. Air Force Research Laboratory
The Air Force Research Laboratory (AFRL) at Wright-Patterson Air Force Base in Ohio, in partnership with the Materials Solutions Network at the Cornell High Energy Synchrotron Source of Cornell University, has developed a tool that can look directly inside of -- and instantaneously inspect -- the structure of composite components while they are being manufactured.
This new technology uses a combination of phase contrast imaging and micro-beam scanning to produce real-time X-ray scattering images of the component during and post production. The process is expected to save the Air Force millions of dollars in qualification and certification of composite parts used in advanced unmanned aerial vehicles and satellite systems.
"Imagine having Superman's X-ray vision," said Dr. Hilmar Koerner, research lead of the Polymer Matrix Composites, Materials, and Processes Research Team of AFRL's Structural Materials Division. "You could go to a manufacturing floor and be able to see through parts and see defects 'on the fly,' while they are being produced. If you could see the defect, you could pull the part out of production before it actually gets in a system and causes the system to fail, or (you can) adjust the processing parameters to correct for it."
In routine manufacturing, a quality-control inspector currently has to wait until a part is completely formed to examine it and see if it has defects. This new technology allows the continuous inspection of a critical part while it is being created, looking for voids or inconsistencies in the material as the part takes shape, in particular during an additive manufacturing process.
Although still in its infancy, additive manufacturing (or 3D printing) is expected to change the way machined parts will be made in the near future, a change that is under way even now. Instead of being made by processes like stamping, forging, welding, or hand lay-up, parts such as wings for drones will be "printed." That is, they will be built up layer by layer from molten material forced through nozzles. Those layers eventually stack up and form a pattern that takes the shape of the desired aircraft component.
"Right now, what we can look at is on a small scale," Koerner said when asked how big an area of a component can currently be inspected with phase contrast imaging (also called radiography). "We have a window of a few millimeters by a few millimeters (in which) we can see defects right away. It's not instant yet, but it is a huge step toward instant. It takes us a few minutes to a half an hour to see what's going on and see how well the carbon fibers are aligned in a 3D-printed composite.
"Five to ten years ago when we did these experiments, it would take as long as six months to analyze the X-ray image data. Now it takes less than an hour," he said.
For this process, Koerner's team uses X-rays that cannot be used on the manufacturing floor. "We are using X-rays a million times stronger than what are used in a doctor's office," he said.
The team is conducting its experiments at a test facility at the Cornell High Energy Synchrotron Source, which produces the high-intensity, high-energy X-ray beams. The experiments are carried out inside a hutch with thick, lead-shielded walls.
"You cannot be in the hutch when the experiment is being run," Koerner said. "The X-rays being used are so strong you could look through someone quite literally within a second. You can watch it happen that fast in real time. It's not like when a doctor takes an X-ray exposure and spends time developing it. Here we have real-time images on a monitor. The X-ray beam comes in, hits the sample (as it's being built up layer by layer), and creates an image behind it within fractions of a second."
To take advantage of this kind of intimate inspection, an extrusion-based 3D printer is mounted in the path of the X-ray beam. "As layer by layer (of material) builds up the part, we can watch the structure and any defects in real time as it's printed," said Koerner.
Once the part has been printed, another inspection technique uses a micro-beam (a very narrow X-ray beam, 1 to 5 microns in diameter) to scan across the sample. This process takes longer, about two to three hours. "You then stitch all the images together into a map," Koerner explained. "The map of data from more than a quarter-million images tells you everything about the sample down to the nanometer scale (a millionth of the thickness of a human hair). So now you know everything about your part, starting from the actual printing to the final part, including nanoparticle alignment."
According to Koerner, one inherent problem in 3D printing is consistency from part to part. "3D printing is basically creating a part with defects," he said. "We won't ever reduce the defects to zero."
So, the challenge becomes not to eliminate defects, but to print each part with the same defects all the time. "You want to make sure the defects are always in the same place so the performance (of the part) is predictable," Koerner said.
The X-ray inspection sees those "consistent" defects, but more importantly, it also spots unexpected defects like voids. "That's one of the goals," Koerner said. When a new defect suddenly appears, the team knows that something has gone wrong and something needs to be fixed. "The angle of the nozzle may need to be changed to get rid of gaps. Or we may have to change the nozzle design or the printing parameters."
AFRL invested about $7 million to build two X-ray beamlines at the Cornell High Energy Synchrotron Source in 2019. "The goal of these two beamlines," Koerner said, "is to work with our industrial partners to solve Defense Department challenges to create composites faster, stronger, and better."
The money invested also supports the staff that runs the two beamlines. Having a staff of experts onsite means the companies that are using the facility don't have to provide their own expertise.
Published May 2021
Rate this article
View our terms of use and privacy policy